ترک جوشکاری چیست؟
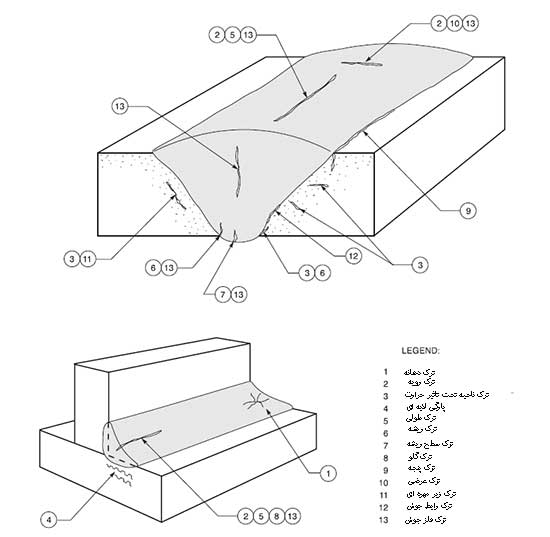
ترک جدایی ماده ای است که کل سطح مقطع اتصال، جزء یا ماده جوشکاری را در بر نمی گیرد و هنوز باعث از هم پاشیدن آن نمی شود. ترک ها در بیشتر موارد نقطه شروع شکستگی هستند.
ترک های جوشکاری عیوب خطی از نوع شکستگی هستند که نوک تیز با طول بیشتر و عرض بسیار کم دارند. ترک های جوشکاری می توانند در رسوبات جوش، منطقه متاثر از حرارت (HAZ) و مواد پایه ظاهر شوند. هنگامی که تنش های موضعی از مقاومت کششی نهایی فلز پایه فراتر رود، رخ می دهند.
ترک اولیه معمولاً در غلظت های تنش به دلیل نقص های دیگر یا بریدگی های تیز (بریدگی ها به عنوان تمرکز تنش عمل می کنند) در ناحیه مجاور شروع می شود. این تنش ها می توانند تنش های پسماند ناشی از جوشکاری یا تنش های اعمال شده در اثر سرویس یا بارگذاری خارجی دیگر باشند.
در جوشکاری، تنش های پسماند ناشی از انجماد جوش و خواص انبساط حرارتی فلز است. در ترک های جوشکاری، تغییر شکل پلاستیک کمی وجود دارد، زیرا اکثر ترک ها یا به دلیل سختی زیاد یا تنش ها ایجاد می شوند.
طبقه بندی ترک ها در جوشکاری:
ترک خوردگی ناشی از متالورژی:
شامل ترک داغ و ترک انقباض می شود.
ترک خوردگی ناشی از تکنولوژی:
ترک ناشی از عملیات حرارتی اشتباه
بار ناشی از ترک خوردگی: ترک خوردگی استرسی، ترک خوردگی هیدروژنی
انواع ترک در جوشکاری بر اساس اندازه:
ترک ها بر اساس اندازه آنها به دو دسته تقسیم می شوند:
ترک های ماکرو: با چشم غیر مسلح یا با ذره بین قابل مشاهده است
ترک های میکرو: زیر میکروسکوپ متالوگرافی قابل مشاهده است
طبقه بندی بیشتر می تواند بر اساس نحوه انتشار ترک ها باشد، به عنوان:
ترک بین کریستالی: ترک هایی که در امتداد دانه ها منتشر می شوند
ترک ترانس کریستالی: ترک هایی که در مناطق ریزساختاری کامل منتشر می شوند.
تاثیر ترک ها در جوشکاری:
انواع مختلفی از ترک در کاربردهای جوشکاری یافت می شود. انواع ترک ها، ظاهر و مکان آنها به طور قابل توجهی بر عمر مفید قطعات تأثیر می گذارد، به ویژه زمانی که آنها تحت برنامه های بارگذاری چرخه ای هستند.
همانطور که می دانیم در صورت وجود هر گونه شکاف یا ترک، به راحتی می تواند باعث خرابی قطعه شود. هر نوع ترک خوردگی که در جوشکاری یافت می شود به دلایل خاصی به صورت تکی یا ترکیبی ایجاد می شود. به عنوان مثال، ترک خوردگی تاخیری به دلیل وجود هیدروژن، تنش ها و ریزساختار سخت ایجاد می شود. بنابراین، این شرایط است که بر ظاهر ترک ها در جوش تأثیر می گذارد.
ترک های سرد در مقابل ترک های گرم:
به طور کلی ترک ها به صورت زیر طبقه بندی می شوند:
ترک سرد به عنوان مثال ترک طولی و ترک عرضی
ترک گرم به عنوان مثال ترک در فلز جوش (ترک گرم) و ترک در مجاورت جوش (پارگی گرم)
ترک گرم یا داغ در مرحله انجماد جوشکاری ظاهر می شود. دلیل اصلی ترک های داغ عدم شکل پذیری در دماهای بالا است. ترک گرم بیشتر در مرکز جوش دیده می شود، زیرا در حین انجماد، این ناحیه ای است که در آخر جامد می شود. این ترک ها بین دانه های رسوب جوش یا سطح مشترک جوش منتشر می شوند.
از طرف دیگر، ترکهای سرد در مرحله انجماد ظاهر نمیشوند، بلکه پس از اتمام مرحله انجماد پس از جوشکاری یا صرفاً پس از اتمام جوشکاری پیدا میشوند. ترک سرد به عنوان ترک هیدروژنی یا ترک تاخیری نیز شناخته میشود، زیرا این ترکها به دلیل وجود هیدروژن ایجاد میشوند و میتوانند پس از گذشت چندین ساعت از جوشکاری یا حتی پس از چند روز پس از جوشکاری ظاهر شوند.
ترک سرد در HAZ، فلز جوش و همچنین در فلز پایه یافت می شود. ترک تاخیری از طریق دانه ها و همچنین بین دانه ها منتشر می شود.
ترک گرم و انواع آن در جوشکاری چیست؟
ترک های گرم در جوش به دلیل پدیده های مختلف مرتبط ظاهر می شوند. ترک گرم نوعی از ظاهر ترک است که منجر به وجود فازهای مذاب یا شکننده در مرز دانه ها در دمای بالا می شود. آنها انواع زیر را دارند:
- ترک خوردگی جامد
- ترک به دلیل کاهش تغییر شکل پذیری
- ترک خوردگی خط مرکزی
ترک های گرم ایجاد شده در فلز جوش را ترک های انجماد می گویند. آنها در طول تبلور مواد از فاز مایع تولید می شوند و اغلب به سطح فلز جوش می رسند و ترک مرکزی یا ترک دهانه انتهایی را تشکیل می دهند. ترک ها را می توان با آزمایش بصری یا با انجام آزمایش نفوذ مایع یا آزمایش ذرات مغناطیسی پیدا کرد.
ترک های طولی در مقابل ترک های عرضی چیست؟
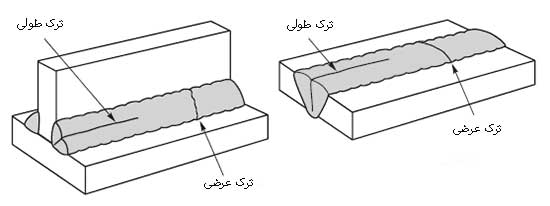
یک ترک طولی، موازی با محور جوش است. هر ترکی که در خط جوش، HAZ یا فیوژن ظاهر شود، ترک طولی نامیده می شود، مانند ترک خط مرکزی در فلز جوش یا ترک انگشتی در فلز پایه یا HAZ. ترک های طولی در تصویر زیر نشان داده شده است.
ترک های طولی به دلیل سرعت سرد شدن بالا و مهار زیاد ظاهر می شوند. در HAZ، ترک های طولی به دلیل هیدروژن محلول در فلز جوش در طول انجماد ایجاد می شود. ترک های عرضی که در جوش های قوس زیر آب یافت می شوند به دلیل سرعت بالای حرکت جوشکاری ایجاد می شوند و می توانند با تخلخل همراه باشند.
انواع ترک جوش که عمود بر محور جوش ظاهر می شوند، ترک عرضی نامیده می شوند. ترک های عرضی در مقایسه با ترک های طولی کوچک هستند و بیشتر در عرض مهره جوش همانطور که در تصویر بعدی نشان داده شده است.
ترک های عرضی نیز می توانند در HAZ و فلز پایه منتشر شوند. در مواد با استحکام بالا، اگر پیش گرما و سطح هیدروژن کنترل نشود، ترک های عرضی می توانند به راحتی ایجاد شوند و فقط در ناحیه تحت تأثیر حرارت ظاهر شوند. بیشتر چنین ترکهایی ناشی از تنشهای انقباض طولی است که روی فلز جوش کم شکلپذیری کار میکند که در بیشتر مواد با استحکام بالا وجود دارد. ترک هیدروژنی یا ترک سرد نیز می تواند الگوی مشابهی از ترک عرضی را نشان دهد.
ترک دهانه در جوشکاری:
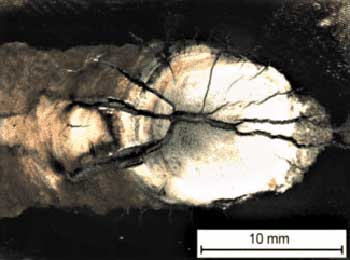
هنگام انجام فرآیندهای جوشکاری ذوبی مانند MIG یا TIG، اگر انتهای جوش به درستی خاتمه نیافته باشد، می تواند منجر به تشکیل ترک شبکه ستاره مانند همانطور که در تصویر زیر است شود. شکافی که در انتهای دهانه در جوشکاری ظاهر می شود، شکاف دهانه یا ستاره ای نامیده می شود.
ترک های دهانه انواع ترک های داغ هستند زیرا ترک در مرحله انجماد رخ می دهد. موادی که ضریب حرارتی بالایی دارند مانند فولاد زنگ نزن یا آلومینیوم بیشتر مستعد ترکهای دهانه هستند زیرا گرما خیلی سریع از بین میرود و تنشهای زیادی در دهانه وجود خواهد داشت. پیشگیری از ترک های دهانه را می توان با موارد زیر جلوگیری کرد:
- پر کردن دهانه انتهایی
- استفاده از تکنیک گام برگشتی در انتهای جوش.
- استفاده از قوس کوتاه
ترک در پنجه یا ترک گوشه ای Toe Cracks پا چیست؟

ترک در پنجه یا ترک گوشه ای پا معمولاً ترک های سرد هستند همانطور که در تصویر زیر نشان داده شده است که در انگشتان جوش ظاهر می شود. آنها از انگشت جوشی که در آن تنش های انقباضی متمرکز است شروع و منتشر می شوند. این نوع ترک ها تقریباً از ناحیه فلز پایه شروع می شوند.
ترک ها به دلیل تأثیر تنش های حرارتی جوشکاری که بر روی HAZ کار می کنند رخ می دهد. تعداد کمی از ترک های Tor به دلیل عدم شکل پذیری فلز پایه شروع می شوند.
ترک های زیر مهره ای و مناطق متاثر از حرارت چیست؟
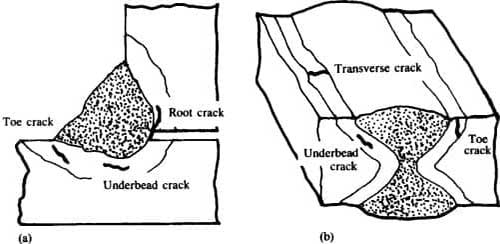
ترک های زیر مهره ای و ناحیه متاثر از حرارت معمولاً به جای یکدیگر استفاده می شوند. ترکهای زیر مهرهای و ناحیه متاثر از حرارت معمولاً ترکهای سردی هستند که در ناحیه متاثر از حرارت فلز پایه ایجاد میشوند. ترک های معمولی زیر مهره ای در شکل زیر نشان داده شده است. ترکهای زیر مهرهای ممکن است زمانی رخ دهند که سه عنصر به طور همزمان وجود داشته باشند:
(1) هیدروژن
(2) ریزساختاری با شکل پذیری نسبتاً کم
(3) تنش پسماند بالا
ترک های HAZ می توانند در جهت های طولی و عرضی ظاهر شوند. آنها در منطقه متاثر از گرما یافت می شوند و همیشه با معاینه بصری قابل تشخیص نیستند. ترک های زیر مهره ای عمدتا در جوش های فیله ای یافت می شوند، اما می توانند در جوش های شیاری نیز ایجاد شوند.
ترک های ریشه چیست؟
ترک های ریشه، ترک های طولی در ریشه جوش یا در سطح ریشه هستند. آنها ممکن است ترک های گرم یا سرد باشند. ترک های ریشه در شکل بالا نشان داده شده است.
1 دیدگاه. Leave new
مقاله ی خوبی بود