دستگاه نورد ورق 4 غلطک تمام هیدرولیک که به آن والس یا رول کن هم اطلاق می گردد، با ظرفیت های مختلف از جمله دستگاه مهمی ست که در شرکت دانش بنیان پویا برش تولید می شود. در این بخش به معرفی و کاربردهای این دستگاه می پردازیم. تمامی تصاویر منتشر شده در این صفحه دستگاه های ساخته شده توسط این شرکت می باشند. جهت سفارش دستگاه مورد نظر خود با شماره 09120550027 تماس حاصل فرمایید.

شایان ذکر می باشد که این گروه صنعتی در زمینه ساخت نورد ورق هیدرولیک و انواع نورد ورق، دانش بنیان می باشد.
دستگاه نورد ورق چیست؟
دستگاهی می باشد که برای رول کردن انواع مختلف ورق های فلزی به شکل گرد، نیمه گرد، گرد با شعاع های مختلف یا شکل مخروطی استفاده می شود (برخی از دستگاه ها در نورد کردن مواد به تخت نیز تخصص دارند).
دستگاه نورد هیدرولیک دارای مکانیزمی است که به آن اجازه می دهد ورق فلزی مسطح را به صورت یک قوس یا استوانه بزرگ، یک شکل بیضی و یک قوس چند بخش خم کند، که با استفاده از تعدادی از رولهای سخت شده دقیق و قوی که با روشهای هیدرولیکی یا مکانیکی نیرو میگیرند، این عملیات انجام می گردد.
هنگامی که ورق بین دو غلطک بالا و پایین محکم نگه داشته میشود، رول سوم و گاهی چهارم به موقعیتی میرسد که باعث خمش اولیه میشود، یا چیزی که به آن پیش خم (Pre-Bending) گفته میشود. سپس غلطک ها شروع به چرخش ورق میکنند و از میان غلطکهای فشرده شده میچرخند، سپس از کنار غلطک های تحت فشار عبور میکنند و یک قوس را به داخل ورق وارد میکنند.

مشخصات فنی دستگاه نورد ورق 4 غلطک گروه صنعتی پویابرش:
- مجهز به سیستم هیدرولیک برای کلیه حرکت های خطی و چرخشی
- بدنه دستگاه از جنس ورق ST52
- توانایی ساخت نورد 4 غلطکه تا ضخامت 120 میلی متر و طول 4 متر
- طراحی و ساخت طبق سفارش مشتری
- با رعایت اصول فنی و مهندسی
- مجهز به سیستم PLC
انواع دستگاه نورد ورق آهن:

-
نورد 2 غلطک
-
دستگاه نورد 3 غلطک
-
نورد ورق 4 غلطک
که هر کدام با توجه به مشخصات مورد نظر صفحه خروجی دارای مزایای متفاوتی هستند.
قیمت دستگاه نورد ورق:
در قیمت دستگاه نورد ورق آهن، عوامل مختلفی مثل جنس و ضخامت ورق هایی که قرار است با دستگاه تولید شوند، ابعاد و اندازه های ورق های مورد نظر، سرعت تولید و کارایی دستگاه، مارک و کیفیت قطعات و قابلیت های خاص دستگاه، تاثیرگذارند.
در هر صورت، برای خرید دستگاه نورد ورق آهن بهتر است با بخش فروش شرکت تماس حاصل کنید تا اطلاعات دقیق تری راجع به قیمت ها و مشخصات دستگاه های مختلف دریافت کنید.
عوامل موثر در قیمت دستگاه نورد ورق:

- رولر جانبی
- آسانسور برای نگهداری ورق های نازک حین نوردکاری
- در سایزهای بالا به جای اینکه 1 غلطک درایو داشته باشد، هردو تا غلطک بالا و پایین درایو دارند.
- عملیات حرارتی غلطک ها: سخت کاری غلطک های دستگاه فرمینگ ورق
- جنس غلطک
- ظرفیت (ظرفیت نورد ورق به ضخامت و پهنا بستگی دارد)
- نوسانات قیمت ارز
- دستگاه نورد دست دوم باشد یا نو باشد.
فروش دستگاه نورد ورق اصفهان:
برای خرید دستگاه نورد ورق اصفهان کافی ست نیازهای خود را بدانید. همچنین دقت کنید دستگاه نورد را از شرکت های با سابقه و رزومه قابل قبول تهیه کنید. پویابرش تولید کننده دستگاه نورد در اصفهان می باشد که تمامی دستگاه ها را با خدمات پس از فروش و گارانتی به سرتاسر کشور ارسال میکند.
خرید دستگاه نورد ورق (خرید قسطی با قیمت مناسب دستگاه نورد ورق):
قیمت دستگاه نورد دست دوم به طبع نسبت به نمونه تازه ساخته شده به صرفه تر می باشد و برای افرادی که قصد دارند با بودجه ای کمتر کار و یا خدمات نوردکاری را ارائه دهند، مناسب می باشد. دستگاهی که در شرکت دانش بنیان پویابرش آماده می شود یکی از بهترین دستگاه های ساخته شده در کشور می باشد زیرا این شرکت در زمینه ساخت این دستگاه نشان دانش بنیان را دریافت نموده است.


کاربرد دستگاه نورد ورق دست دوم و نو:
از این دستگاه در تولید انواع محصولات استوانه ای استفاده می شود. کاربرد آن به مجموعه گسترده ای از اقلام از جمله مخازن ذخیره و تحت فشار (صنایع نفت و گاز)، کشتی سازی، تانکر سازی، هوافضا و سایر تجهیزات فلزی کارخانجات صنعتی و تجهیزات نظامی گسترش می یابد.
از آنجایی که همه فلزات دارای خواص و ویژگی های متفاوتی می باشند، هر پروژه ممکن است به یک نوع تخصص از دستگاه نورد ورق آهن نیاز داشته باشد. بنابراین، باید توجه داشت که مجموعه وسیعی از دستگاه نورد در بازار یافت می شود.
نوع تجهیزاتی که انتخاب می شود باید بر اساس پیچیدگی و منحصر به فرد بودن باشد، بنابراین با توجه به نیاز باید بین این دستگاه ها، یکی انتخاب شود تا بهترین نتیجه حاصل شود.
اجزاي نورد ورق آهن شامل چه قسمتهایی است؟
اجزاي دستگاه نورد شامل غلطك ها، ياتاقان ها، محفظه اي براي محافظت اين قطعات و نيروي محركه اي براي به حركت در آوردن غلطك ها است. علاوه بر اين ها به تجهيزات مكانيكي و الكتريكي براي كنترل و تنظيم نيرو و سرعت دوراني نياز است. هیدروموتور و گیربکس برای تامین گشتاور لازم برای چرخش غلطک های بالا و پایین نیز یکی از بخش های اصلی دستگاه می باشد.

در این ویدیو نحوه کار دستگاه نورد را با دستگاه ساخته شده توسط این شرکت مشاهده کنید:
نورد کردن ورق آهن:
نورد آهن، نورد فلز، نورد فولاد و دیگر فلزات از کاربردهای مهم دستگاه نورد می باشد که این ورق های نوردکاری شده در صنایع مختلف کاربرد دارد. ورق های آهنی نورد شده از جمله برای ساخت مخازن استفاده میشود.
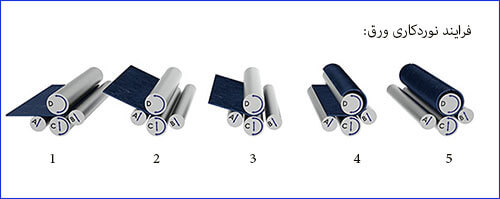
فرایند نوردکاری ورق آهن:
در تصویر زیر نحوه نورد کردن ورق فلزی طی مراحل مختلف به نمایش درآمده است. ورق فلزی در طی این فرآیند به صفحه ای نازک و مسطح تبدیل می شود. فرآیند نوردکاری ورق فلزی شامل عبور ورق از یک یا چند جفت غلطک برای کاهش ضخامت و یکنواخت شدن سطح ضخامت می باشد.
خدمات نورد ورق:

در این مجموعه خدمات نورد کاری ورق نیز انجام می شود. خدمات نورد برای فلزات تا ضخامت 12 سانتی متر و تا طول 4 متر انجام می گردد. از جمله این خدمات میتوان به موارد زیر اشاره کرد:
- نورد کردن انواع ورق برای ساخت مخازن با ابعاد مختلف
- نورد ورق های فلزی برای صنایع مختلف با قابلیت شکل یا فرم دهی روی ورق
| پیش خم | حداکثرضخامت | طول کارگیری | اطلاعات فنی |
| mm | mm | mm | |
| 4 | 6 | 2100 | PBN 20/04 |
| 6 | 8 | 2100 | PBN 20/06 |
| 8 | 10 | 2100 | PBN 20/08 |
| 10 | 13 | 2100 | PBN 20/10 |
| 13 | 16 | 2100 | PBN 20/13 |
| 16 | 20 | 2100 | PBN 20/16 |
| 20 | 25 | 2100 | PBN 20/20 |
| 25 | 30 | 2100 | PBN 20/25 |
| 30 | 40 | 2100 | PBN 20/30 |
| 35 | 45 | 2100 | PBN 20/35 |
| 40 | 50 | 2100 | PBN 20/40 |
| 50 | 60 | 2100 | PBN 20/50 |
| 60 | 70 | 2100 | PBN 20/60 |
| 4 | 6 | 2600 | PBN 25/04 |
| 6 | 8 | 2600 | PBN 25/06 |
| 8 | 10 | 2600 | PBN 25/08 |
| 10 | 13 | 2600 | PBN 25/10 |
| 13 | 16 | 2600 | PBN 25/13 |
| 16 | 20 | 2600 | PBN 25/16 |
| 20 | 25 | 2600 | PBN 25/20 |
| 25 | 30 | 2600 | PBN 25/25 |
| 30 | 40 | 2600 | PBN 25/30 |
| 35 | 45 | 2600 | PBN 25/35 |
| 40 | 50 | 2600 | PBN 25/40 |
| 50 | 60 | 2600 | PBN 25/50 |
| 4 | 6 | 3100 | PBN 30/04 |
| 6 | 8 | 3100 | PBN 30/06 |
| 8 | 10 | 3100 | PBN 30/08 |
| 10 | 13 | 3100 | PBN 30/10 |
| 13 | 16 | 3100 | PBN 30/13 |
| 16 | 20 | 3100 | PBN 30/16 |
| 20 | 25 | 3100 | PBN 30/20 |
| 28 | 33 | 3100 | PBN 30/28 |
| 30 | 35 | 3100 | PBN 30/30 |
| 32 | 40 | 3100 | PBN 30/32 |
| 35 | 45 | 3100 | PBN 30/35 |
| 35 | 45 | 3100 | PBN 30/35 |
| 40 | 50 | 3100 | PBN 30/40 |
| 50 | 60 | 3100 | PBN 30/50 |
| 60 | 70 | 3100 | PBN 30/60 |
| 70 | 85 | 3100 | PBN 30/70 |
| 80 | 95 | 3100 | PBN 30/80 |
| 90 | 105 | 3100 | PBN 30/90 |
| 100 | 120 | 3100 | PBN 30/100 |
| 120 | 140 | 3100 | |
| 4 | 6 | 4100 | PBN 40/04 |
| 6 | 8 | 4100 | PBN 40/06 |
| 8 | 10 | 4100 | PBN 40/08 |
| 10 | 13 | 4100 | PBN 40/10 |
| 13 | 16 | 4100 | PBN 40/13 |
| 16 | 20 | 4100 | PBN 40/16 |
| 20 | 25 | 4100 | PBN 40/20 |
| 25 | 30 | 4100 | PBN 40/25 |
| 28 | 35 | 4100 | PBN 40/28 |
12 دیدگاه. Leave new
وبسایت بسیار خوبی دارید لطفا در ارتباط با قیمت دستگاه نورد ورق اطلاع رسانی کنید
دستگاه نورد ورق 4 غلطکه از 700 میلیون به بالا می باشد. برای آگاهی از قیمت این دستگاه با شماره تلفن های مندرج در سایت تماس حاصل فرمایید.
خیلی عالیه. این دستگاه واقعا فوق العاده س و کاربرد خیلی خوبی داره
دستگاه نورد هیدرولیک ورق تا چه طولی را نورد میکند؟
سلام. تا ضخامت 120 میلی متر و طول 4 متر
عالیه و بسیار حرفه ای
سلام دستگاه با کاربرد و عملکرد بالایی هست. بسیار حرفه ای 👍
خیلی عالیه وبسایتتوون
قیمت مورد ۴غلطکه چقدر درمیاد؟
جهت اطلاع از قیمت دستگاه نورد ورق با بخش فروش تماس حاصل فرمایید 09133130096
سلام. دستگاه نورد ورق دست دوم هم موجود هست؟
سلام بله موجود می باشد لطفا با شماره 09133130096 تماس بگیرید