الکترود در واقع یک سیم فلزی است که روکش شده است. الکترودها از موادی با ترکیبی مشابه فلز جوش داده شده ساخته شده اند. عوامل مختلفی در انتخاب الکترود مناسب کار مورد نظر شما نقش دارند. به طور خلاصه:
الکترودهای SMAW قابل مصرف هستند، به این معنی که بخشی از جوش می شوند و به آنها الکترود پرکننده یا میله جوش نیز گفته می شود.
الکترودهای تنگستن TIG غیر قابل مصرف هستند زیرا ذوب نمی شوند و به بخشی از جوش تبدیل نمی شوند و نیاز به استفاده از میله جوشکاری دارند.
الکترودهای TIG یک ماده پرکننده اختیاری است که برای ترکیب دو قطعه استوک به عنوان یک کامپوزیت استفاده می شود.
الکترود جوش MIG یک سیم با تغذیه پیوسته است که به عنوان سیم MIG شناخته می شود.
انتخاب الکترود برای سهولت تمیز کردن، استحکام جوش، کیفیت مهره و به حداقل رساندن هرگونه پاشش بسیار مهم است.
الکترودها باید در محیطی بدون رطوبت نگهداری شوند و به دقت از هر بسته بندی خارج شوند (برای جلوگیری از آسیب، دستورالعمل ها را دنبال کنید).
برای شروع جوشکاری، الکترودهای مصرفی و غیر مصرفی وجود دارد. در جوشکاری قوس فلزی محافظ (SMAW) که به عنوان چوب نیز شناخته می شود، الکترودها قابل مصرف هستند، به این معنی که الکترود در حین استفاده مصرف می شود و با جوش ذوب می شود. در جوشکاری با گاز بی اثر تنگستن (TIG) الکترودها غیر قابل مصرف هستند، بنابراین ذوب نمی شوند و به بخشی از جوش تبدیل نمی شوند. با جوشکاری قوس فلزی گازی (GMAW) یا جوشکاری MIG، الکترودها به طور مداوم با سیم تغذیه می شوند. جوش قوس الکتریکی با هسته شار به یک الکترود لولهای مصرفی که حاوی شار است نیاز دارد.
الکترودهای جوشکاری پوشیده شده:

هنگامی که فلز مذاب در معرض هوا قرار می گیرد، اکسیژن و نیتروژن را جذب می کند و شکننده می شود یا در غیر این صورت تحت تأثیر نامطلوب قرار می گیرد. یک پوشش برای محافظت از مذاب یا جامد کردن فلز جوش از جو مورد نیاز است. این پوشش را می توان از پوشش الکترود به دست آورد.
فرمولاسیون پوشش های الکترود جوشکاری بر اساس اصول ثابت متالورژی، شیمی و فیزیک است. این پوشش از فلز در برابر آسیب محافظت می کند، قوس را تثبیت می کند و به روش های دیگری جوش را بهبود می بخشد، که عبارتند از:
- سطح فلز جوش صاف با لبه های یکنواخت
- حداقل پاشش در مجاورت جوش
- قوس جوشی پایدار
- کنترل نفوذ
- یک پوشش قوی و محکم
- حذف راحت تر سرباره
- نرخ رسوب بهبود یافته
نوع الکترود مورد استفاده بستگی به خواص خاص مورد نیاز در جوش رسوب داده شده دارد. این موارد عبارتند از مقاومت در برابر خوردگی، شکل پذیری، استحکام کششی بالا، نوع فلز پایه ای که باید جوش داده شود، موقعیت جوش (مسطح، افقی، عمودی یا ….) و نوع جریان و قطبیت مورد نیاز.
طبقه بندی الکترودها:

سیستم شناسایی الکترود برای جوشکاری قوس فولادی به شرح زیر تنظیم می شود:
E – نشان دهنده الکترود برای جوشکاری قوس الکتریکی است.
دو (یا سه) رقم اول – نشان دهنده استحکام کششی (مقاومت ماده در برابر نیروهایی که سعی در جدا کردن آن دارند) را در هزاران پوند در هر اینچ مربع از فلز رسوب داده شده نشان می دهد.
رقم سوم (یا چهارم) – موقعیت جوش را نشان می دهد. 0 نشان می دهد که طبقه بندی استفاده نشده است. 1 برای همه موقعیت ها است. 2 فقط برای موقعیت های صاف و افقی است. 3 فقط برای موقعیت صاف است.
رقم چهارم (یا پنجم) – نوع پوشش الکترود و نوع منبع تغذیه مورد استفاده را نشان می دهد. جریان متناوب یا مستقیم، قطبیت مستقیم یا معکوس.
انواع پوشش، جریان جوشکاری و موقعیت قطبی تعیین شده توسط رقم چهارم (یا پنجم) شناسایی طبقه بندی الکترود در جداول 5-4 در زیر آمده است.
عدد E6010 – نشان دهنده یک الکترود جوش قوس الکتریکی با حداقل استحکام کششی 60000 psi است. در همه موقعیت ها استفاده می شود و جریان مستقیم با قطبیت معکوس مورد نیاز است.
انواع پوشش، جریان و قطبیت مشخص شده با رقم چهارم در شماره طبقه بندی الکترود.
سیستم شناسایی الکترود میله جوشکاری برای جوشکاری قوس فولادی ضد زنگ به شرح زیر تنظیم شده است:
E نشان دهنده الکترود برای جوشکاری قوس الکتریکی است.
سه رقم اول نشان دهنده فولاد ضد زنگ نوع آهن و فولاد آمریکا بود.
دو رقم آخر نشان دهنده جریان و موقعیت استفاده شده است.
عدد E-308-16 توسط این سیستم نشان دهنده موسسه فولاد ضد زنگ نوع 308 است. استفاده در تمام موقعیت ها؛ با جریان مستقیم با قطبیت متناوب یا معکوس.
سیستم طبقه بندی برای الکترودهای قوس غوطه ور:
سیستم شناسایی فولاد کربنی جامد لخت برای قوس غوطه ور به شرح زیر است:
1-پیشوند حرف E برای نشان دادن یک الکترود استفاده می شود. به دنبال آن حرفی نشان می دهد که سطح منگنز را نشان می دهد، یعنی L برای کم، M برای متوسط و H برای منگنز بالا. به دنبال آن تعدادی از مقدار متوسط کربن بر حسب واحد یا صدم درصد است. ترکیب برخی از این سیم ها تقریباً مشابه برخی از سیم ها در مشخصات جوشکاری قوس فلزی گازی است.
2-سیمهای الکترود مورد استفاده برای جوشکاری قوس زیردریایی در مشخصات انجمن جوشکاری آمریکا آورده شدهاند. این مشخصات هم ترکیب سیم و هم ترکیب شیمیایی رسوب جوش را بر اساس شار مورد استفاده ارائه می دهد. مشخصات ترکیب سیم های الکترود را نشان می دهد. این اطلاعات در جدول 8-1 آورده شده است. هنگامی که این الکترودها با شارهای قوس زیردریایی خاص استفاده میشوند و با روشهای مناسب جوش داده میشوند، فلز جوش رسوبشده خواص مکانیکی مورد نیاز مشخصات را برآورده میکند.
3-در رنگ قرمز پرکننده که برای جوشکاری گاز اکسی سوخت (برش هواگاز) استفاده می شود، حرف پیشوند R است و به دنبال آن یک G نشان می دهد که میله به صراحت برای جوشکاری گاز استفاده می شود. پس از این حروف دو رقم وجود دارد که 45، 60 یا 65 خواهد بود. این حروف استحکام کششی تقریبی را در 1000 psi (6895 کیلو پاسکال) نشان میدهند.
4-در فلزات پرکننده غیرآهنی، پیشوند E، R یا RB و به دنبال آن نماد شیمیایی فلزات اصلی در سیم استفاده می شود. حروف اول یک یا دو عنصر در ادامه خواهد آمد. اگر بیش از یک آلیاژ حاوی عناصر یکسان باشد، ممکن است یک حرف یا عدد پسوند اضافه شود.
مهمترین جنبه سیم ها و میله های الکترود جوش جامد ترکیب آنها است که با مشخصات ارائه شده است. مشخصات محدودیت های ترکیب را برای سیم های مختلف و الزامات خواص مکانیکی ارائه می دهد.مزاج یا استحکام سیم را می توان در دستگاه تست بررسی کرد. سیم با استحکام بالاتر بهتر از طریق کابل ها تغذیه کند. حداقل مقاومت کششی توصیه شده توسط مشخصات 140000 psi (965300 کیلو پاسکال) است.
سیم الکترود پیوسته در بسته بندی های مختلف موجود است. آنها از قرقره های کوچک مورد استفاده در اسلحه های قرقره تا قرقره های اندازه متوسط برای جوشکاری قوس فلزی با گاز با سیم ریز متغیر هستند. سیمپیچهای سیم الکترود موجود است که میتوان آنها را روی قرقرههایی که بخشی از تجهیزات جوش هستند قرار داد. همچنین قرقره های بزرگی وجود دارد که وزن آنها صدها پوند است. سیم الکترود نیز در درام ها یا بسته های پرداختی موجود است که در آن سیم در ظرف گرد گذاشته شده و توسط یک فیدر سیم اتوماتیک از ظرف کشیده می شود.
در اینجا نموداری وجود دارد که شش الکترود استاندارد مورد استفاده برای جوشکاری فولاد نرم را شرح می دهد:
پوشش ها در الکترود:

پوشش الکترودهای جوشکاری برای جوشکاری فولادهای ملایم و کم آلیاژ ممکن است از 6 تا 12 ماده تشکیل شود که شامل موارد زیر است:
- سلولز – برای ایجاد یک محافظ گازی با یک عامل کاهنده که در آن تجزیه سلولز باعث ایجاد محافظ گازی در اطراف قوس می شود.
- کربناتهای فلزی – برای تنظیم پایه سرباره و ایجاد فضای کاهشدهنده
- دی اکسید تیتانیوم – برای کمک به تشکیل یک سرباره بسیار سیال اما سریع و ایجاد یونیزاسیون برای قوس
- فرومنگنز و فروسیلیس – برای کمک به اکسید زدایی فلز جوش مذاب و تکمیل محتوای منگنز و محتوای سیلیکون فلز جوش رسوبشده.
- خاک رس و صمغ – برای ایجاد خاصیت ارتجاعی برای اکسترود کردن مواد پوشش پلاستیکی و کمک به ایجاد استحکام برای پوشش
- فلوراید کلسیم – برای ایجاد گاز محافظ برای محافظت از قوس، تنظیم بازیافت سرباره و تامین سیالیت و حلالیت اکسیدهای فلزی
- سیلیکات های معدنی – برای ایجاد سرباره و استحکام بخشیدن به پوشش الکترود. آلیاژسازی فلزات از جمله نیکل، مولیبدن و کروم – برای تامین محتوای آلیاژی به فلز جوش رسوبشده
- اکسید آهن یا منگنز – برای تنظیم سیالیت و خواص سرباره و کمک به تثبیت قوس.
- پودر آهن – برای افزایش بهره وری با فراهم کردن فلز اضافی برای رسوب در جوش.
نگهداری از الکترودها:
الکترودها باید خشک نگه داشته شوند. رطوبت ویژگی های مطلوب پوشش را از بین می برد و ممکن است باعث پاشش بیش از حد شود و منجر به ایجاد تخلخل و ترک در تشکیل ناحیه جوش شود. الکترودهایی که بیش از دو یا سه ساعت در معرض هوای مرطوب قرار دارند، باید با حرارت دادن در کوره مناسب (شکل 5-32) به مدت دو ساعت در دمای 500 درجه فارنهایت (260 درجه سانتیگراد) خشک شوند.
پس از خشک شدن باید در ظرف ضد رطوبت نگهداری شود. خم شدن الکترود می تواند باعث جدا شدن پوشش از سیم هسته شود. اگر سیم هسته در معرض دید باشد نباید از الکترود استفاده کرد.
الکترودهایی که دارای پسوند “R” در طبقه بندی AWS هستند، مقاومت بیشتری در برابر رطوبت دارند.
انواع الکترودهای جوشکاری:
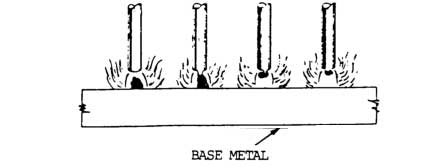
الکترودهای لخت:
الکترودهای لخت از ترکیبات سیم مورد نیاز برای کاربردهای خاص ساخته می شوند.
این الکترودها هیچ پوششی غیر از پوشش های مورد نیاز در سیم کشی ندارند. این پوشش های کششی سیم دارای اثر تثبیت کننده جزئی بر روی قوس هستند اما در غیر این صورت هیچ نتیجه ای ندارند. الکترودهای لخت برای جوشکاری فولاد منگنزی و سایر مواردی که الکترود پوشش داده شده مورد نیاز یا نامطلوب نیست استفاده می شود. نمودار انتقال فلز از طریق قوس یک الکترود لخت در شکل 5-29 نشان داده شده است.
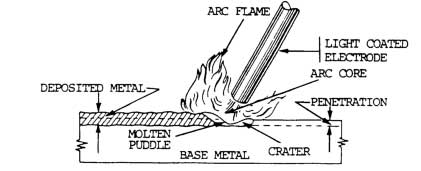
الکترودهای با پوشش سبک:
الکترودهای جوشکاری با روکش سبک ترکیب مشخصی دارند. پوشش ها ویژگی های جریان قوس را بهبود می بخشد. آنها تحت سری E45 در سیستم شناسایی الکترود فهرست شده اند.
پوشش به طور کلی عملکردهای شرح داده شده در زیر را انجام می دهد:
- ناخالصی هایی مانند اکسیدها، گوگرد و فسفر را در خود حل کرده یا کاهش می دهد.
- کشش سطحی فلز مذاب را تغییر میدهد به طوری که کمک می کند تا جریان فلز مذاب یکنواخت تر شود.
- با وارد کردن موادی که به آسانی یونیزه می شوند (یعنی تبدیل به ذرات کوچک با بار الکتریکی) در جریان قوس، پایداری قوس را افزایش می دهد.
- برخی از پوشش های سبک ممکن است سرباره تولید کنند. سرباره کاملاً نازک است و مانند سرباره نوع الکترود قوس محافظ عمل نمی کند.
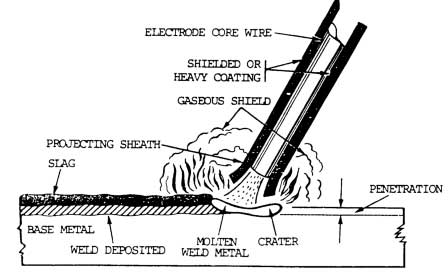
قوس محافظ یا الکترودهای پوشش داده شده سنگین:
الکترودهای جوشکاری قوس محافظ یا با پوشش سنگین دارای ترکیب مشخصی هستند که روی آن یک پوشش با غوطه وری یا اکستروژن اعمال شده است.
الکترودها در سه نوع کلی تولید می شوند:
- آنهایی که پوشش سلولزی دارند.
- الکترودهایی که دارای پوشش معدنی هستند.
- الکترودهایی که پوشش آنها ترکیبی از مواد معدنی و سلولز است.
- پوشش های سلولزی از سایر اشکال سلولز با مقادیر کمی پتاسیم، سدیم یا تیتانیوم و در برخی موارد مواد معدنی اضافه شده تشکیل شده است.
پوشش های معدنی از سیلیکات سدیم، اکسیدهای فلزی، خاک رس و سایر مواد معدنی یا ترکیبات تشکیل شده است.
الکترودهای پوشش داده شده با سلولز از فلز مذاب با یک ناحیه گازی در اطراف قوس و ناحیه جوش محافظت می کنند.
الکترود پوشش داده شده با مواد معدنی یک رسوب سرباره را تشکیل می دهد.
قوس محافظ یا الکترودهای پوشش داده شده سنگین برای جوشکاری فولادها، چدن و سطوح سخت استفاده می شود. شکل زیر را ببینید.
الکترودهای تنگستن
الکترودهای جوش غیر مصرفی برای جوشکاری قوس تنگستن گاز (TIG) بر سه نوع هستند: تنگستن خالص، تنگستن حاوی 1 یا 2 درصد توریم و تنگستن حاوی 0.3 تا 0.5 درصد زیرکونیوم.
الکترودهای تنگستن را می توان با علامت های انتهایی رنگ شده به شرح زیر شناسایی کرد.
- سبز – تنگستن خالص.
- زرد – 1 درصد توریم.
- قرمز – 2 درصد توریم.
- قهوه ای – 0.3 تا 0.5 درصد زیرکونیوم.
الکترودهای تنگستن خالص (99.5 درصد تنگستن) معمولاً در عملیات جوشکاری بحرانی کمتری نسبت به تنگستن که آلیاژی است استفاده می شود. این نوع الکترود دارای ظرفیت انتقال جریان نسبتا کم و مقاومت کمی در برابر آلودگی است.
الکترودهای تنگستن توریدار (1 یا 2 درصد توریم) به دلیل خروجی الکترون بالاتر، راه اندازی بهتر قوس و پایداری قوس، ظرفیت حمل جریان بالا، عمر طولانی تر و مقاومت بیشتر در برابر آلودگی نسبت به الکترودهای تنگستن خالص برتری دارند.
الکترودهای جوش تنگستن حاوی 0.3 تا 0.5 درصد زیرکونیوم معمولاً از نظر عملکرد بین الکترودهای تنگستن خالص و الکترودهای تنگستن thoriated قرار می گیرند. با این حال، نشانه هایی از عملکرد بهتر در انواع خاصی از جوشکاری با استفاده از برق ac وجود دارد.
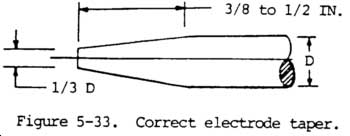
اگر الکترود تنگستن تا یک نقطه آسیاب شود، می توان کنترل قوس ریزتری را به دست آورد (شکل زیر). هنگامی که الکترودها به زمین متصل نیستند، باید با حداکثر چگالی جریان کار کنند تا پایداری قوس قابل قبولی حاصل شود. اگر از تجهیزات استاندارد جریان مستقیم به عنوان منبع تغذیه استفاده شود و راه اندازی لمسی قوس یک روش استاندارد باشد، نگهداری نقاط الکترود تنگستن دشوار است. حفظ شکل الکترود و کاهش آخال های تنگستن در جوش را می توان با قرار دادن یک جریان فرکانس بالا بر روی جریان معمولی جوشکاری به بهترین نحو انجام داد. الکترودهای تنگستن آلیاژ شده با توریم و زیرکونیوم شکل خود را برای مدت طولانی تری هنگام استفاده از راه اندازی لمسی حفظ می کنند.
الکترودهای جوشکاری Arc با جریان مستقیم
هنگامی که از نوع خاصی از الکترود جوش استفاده می شود، توصیه های سازنده باید رعایت شود. به طور کلی، الکترودهای قوس محافظ جریان مستقیم یا برای قطبیت معکوس (الکترود مثبت) یا برای قطبیت مستقیم (الکترود منفی)، یا هر دو طراحی شدهاند. بسیاری از الکترودهای جریان مستقیم، اما نه همه آنها را می توان با جریان متناوب استفاده کرد. جریان مستقیم برای بسیاری از انواع الکترودهای فولادی پوشیده شده، غیر آهنی، لخت و آلیاژی ترجیح داده می شود. توصیههای سازنده همچنین شامل نوع فلز پایهای است که الکترودهای داده شده برای آن مناسب هستند، اصلاحات برای اتصالات ضعیف و سایر شرایط خاص.
در بیشتر موارد، الکترودهای قطبی مستقیم، نفوذ کمتری نسبت به الکترودهای قطبی معکوس دارند و به همین دلیل، سرعت جوشکاری بیشتری را ممکن میسازند. با شرایط جوشکاری مناسب و دستکاری قوس می توان از هر دو نوع نفوذ خوبی بدست آورد.
الکترودهای جوشکاری Arc جریان متناوب
الکترودهای روکش دار که می توانند با جریان مستقیم یا متناوب استفاده شوند در دسترس هستند. جریان متناوب هنگام جوشکاری در مناطق محدود یا هنگام استفاده از جریانهای زیاد مورد نیاز برای مقاطع ضخیم مطلوب تر است زیرا باعث کاهش ضریب قوس می شود. دمش قوس باعث ایجاد سوراخها، آخالهای سرباره و عدم همجوشی در جوش میشود.
جریان متناوب در جوشکاری هیدروژن اتمی و در آن دسته از فرآیندهای قوس کربنی که به دو الکترود کربن نیاز دارند استفاده می شود. این امکان یکنواختی از جوشکاری و مصرف الکترود را فراهم می کند. در فرآیندهای قوس کربنی که از یک الکترود کربن استفاده می شود، قطبیت مستقیم جریان مستقیم توصیه می شود زیرا الکترود با نرخ کمتری مصرف می شود.
الکترودهای غیر مصرفی:
دو نوع الکترود جوش غیر مصرفی وجود دارد.
- الکترود کربنی یک الکترود فلزی غیر پرکننده است که در جوشکاری یا برش قوس الکتریکی استفاده می شود و از یک میله گرافیت کربنی تشکیل شده است که ممکن است با مس یا سایر پوشش ها پوشانده شود یا نباشد.
- الکترود تنگستن به عنوان یک الکترود فلزی غیر پرکننده که در جوشکاری یا برش قوس الکتریکی استفاده میشود و عمدتا از تنگستن ساخته شده است، تعریف میشود.
منبع مطلب:
https://weldguru.com/welding-electrode/
برای آگاهی از قیمت و خرید دستگاه برش پلاسما cnc کلیک کنید.
برای آگاهی از قیمت و خرید دستگاه نورد ورق 4 غلطک کلیک کنید.
{kind=link}
{kind=link}