جوشکاری GTAW یا جوشکاری با گاز بی اثر تنگستن
جوشکاری قوسی تنگستن گازی (GTAW) که با نام جوشکاری با گاز بی اثر تنگستن (TIG) نیز شناخته می شود، در دهه 1940 برای اتصال منیزیم و آلومینیوم به موفقیت یک شبه تبدیل شد. با استفاده از یک محافظ گاز بی اثر به جای سرباره برای محافظت از حوضچه جوش، این فرآیند جایگزین بسیار جذابی برای جوشکاری قوس الکتریکی با گاز و فلز دستی بود. TIG نقش مهمی در پذیرش آلومینیوم برای جوشکاری با کیفیت بالا و کاربردهای سازه ای ایفا کرده است.
 ویژگی های جوشکاری GTAW
ویژگی های جوشکاری GTAW
 ویژگی های جوشکاری GTAW
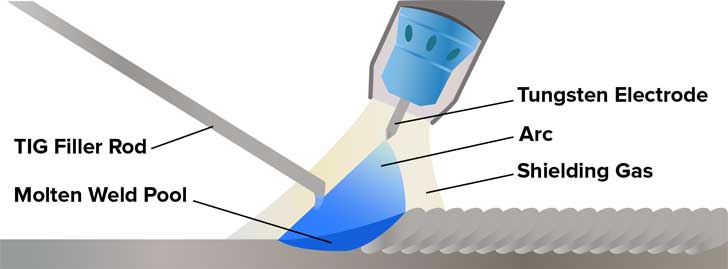
ویژگی های جوشکاری GTAWدر فرآیند GTAW قوس بین یک الکترود تنگستن نوک تیز و قطعه کار در یک اتمسفر بی اثر از آرگون یا هلیوم تشکیل می شود. قوس شدید کوچک ارائه شده توسط الکترود نوک تیز برای جوشکاری با کیفیت بالا و دقیق ایده آل است. از آنجایی که الکترود در حین جوشکاری مصرف نمی شود، جوشکار مجبور نیست گرمای ورودی از قوس را متعادل کند زیرا فلز از الکترود ذوب رسوب می کند. هنگامی که به فلز پرکننده نیاز است، باید به طور جداگانه به حوضچه جوش اضافه شود.
منبع نیروی جوشکاری آرگون یا gtaw
GTAW باید با یک منبع برق در حال افتادگی و جریان ثابت – DC یا AC کار کند. منبع تغذیه جریان ثابت برای جلوگیری از کشیده شدن جریان های بیش از حد بالا در هنگام اتصال کوتاه الکترود به سطح قطعه ضروری است. این ممکن است به طور عمدی در هنگام شروع قوس الکتریکی یا سهوا در حین جوشکاری اتفاق بیفتد. اگر مانند جوشکاری MIG، از یک منبع برق مشخصه مسطح استفاده شود، هرگونه تماس با سطح قطعه کار به نوک الکترود آسیب می رساند یا الکترود را به سطح قطعه کار فیوز می کند. در DC، به دلیل اینکه گرمای قوس تقریباً یک سوم در کاتد (منفی) و دو سوم در آند (مثبت) توزیع می شود، الکترود همیشه قطبیت منفی دارد تا از گرم شدن بیش از حد و ذوب شدن جلوگیری کند. با این حال، اتصال منبع تغذیه جایگزین قطب مثبت الکترود DC از این مزیت برخوردار است که وقتی کاتد روی قطعه کار است، سطح از آلودگی اکسیدی پاک می شود. به همین دلیل، AC هنگام جوشکاری مواد با لایه اکسید سطحی مقاوم، مانند آلومینیوم، استفاده می شود.
 شروع قوس
شروع قوس
قوس جوش را می توان با خراش دادن سطح شروع کرد و یک اتصال کوتاه ایجاد کرد. تنها زمانی که اتصال کوتاه قطع شود جریان اصلی جوش جریان می یابد. با این حال، این خطر وجود دارد که الکترود ممکن است به سطح بچسبد و باعث ایجاد تنگستن در جوش شود. این خطر را می توان با استفاده از تکنیک “قوس بالابر” که در آن اتصال کوتاه در سطح جریان بسیار پایین ایجاد می شود، به حداقل رساند. رایج ترین راه برای شروع قوس TIG استفاده از HF (فرکانس بالا) است. HF شامل جرقه های ولتاژ بالا چند هزار ولتی است که برای چند میکروثانیه دوام می آورد. جرقه های HF باعث شکستگی یا یونیزه شدن شکاف الکترود – قطعه کار می شود. هنگامی که یک ابر الکترونی/یونی تشکیل میشود، جریان میتواند از منبع انرژی جاری شود.
توجه داشته باشید. از آنجایی که HF انتشار الکترومغناطیسی (EM) غیرطبیعی بالایی ایجاد می کند، جوشکاران باید توجه داشته باشند که استفاده از آن می تواند باعث تداخل به خصوص در تجهیزات الکترونیکی شود. از آنجایی که انتشار EM می تواند در هوا باشد، مانند امواج رادیویی، یا از طریق کابل های برق منتقل شود، باید مراقب بود تا از تداخل با سیستم های کنترل و ابزار در مجاورت جوشکاری جلوگیری شود.
HF همچنین در تثبیت قوس AC مهم است. در AC، قطبیت الکترود با فرکانس حدود 50 بار در ثانیه معکوس می شود، که باعث می شود قوس در هر تغییر قطبی خاموش شود. برای اطمینان از اینکه قوس در هر معکوس قطبیت دوباره مشتعل می شود، جرقه های HF در سراسر شکاف الکترود/قطعه کار ایجاد می شود تا همزمان با شروع هر نیم چرخه باشد.
الکترودها
الکترودهای جوش DC معمولاً تنگستن خالص با 1 تا 4 درصد توری برای بهبود احتراق قوس هستند. افزودنی های جایگزین اکسید لانتانیم و اکسید سریم هستند که ادعا می شود عملکرد بهتری دارند (راه اندازی قوس الکتریکی و مصرف کمتر الکترود). مهم است که قطر الکترود و زاویه نوک صحیح را برای سطح جریان جوش انتخاب کنید. به عنوان یک قاعده، هرچه جریان کمتر باشد، قطر الکترود و زاویه نوک آن کمتر است. در جوشکاری AC، از آنجایی که الکترود در دمای بسیار بالاتری کار می کند، از تنگستن با افزودن زیرکونیا برای کاهش فرسایش الکترود استفاده می شود. لازم به ذکر است که به دلیل گرمای زیادی که در الکترود ایجاد می شود، حفظ نوک تیز دشوار است و انتهای الکترود شکل کروی یا “توپه ای” به خود می گیرد.
 گاز محافظ
گاز محافظ
گاز محافظ ماده ای است که جوش داده می شود. دستورالعمل های زیر ممکن است کمک کند..
آرگون – متداول ترین گاز محافظ مورد استفاده است که می تواند برای جوشکاری طیف گسترده ای از مواد از جمله فولاد، فولاد ضد زنگ، آلومینیوم و تیتانیوم استفاده شود.
آرگون + 2 تا 5 درصد H2: افزودن هیدروژن به آرگون باعث می شود گاز کمی کاهش یابد و به تولید جوش هایی با ظاهر تمیزتر بدون اکسیداسیون سطحی کمک کند. از آنجایی که قوس داغ تر و فشرده تر است، سرعت جوشکاری بالاتری را ممکن می سازد. معایب شامل خطر ترک هیدروژن در فولادهای کربنی و تخلخل فلز جوش در آلیاژهای آلومینیوم است.
مخلوط هلیوم و هلیوم/آرگون: افزودن هلیوم به آرگون دمای قوس را افزایش می دهد. این باعث افزایش سرعت جوشکاری و نفوذ عمیق تر جوش می شود. معایب استفاده از هلیوم یا مخلوط هلیوم/آرگون هزینه بالای گاز و مشکل در راه اندازی قوس است.
کاربرد جوشکاری GTAW
از این جوش برای اتصال فلزات غیر همجنس مثل کروم کنستانتان، مس، روی، آهن و فولاد های آلیاژی و یا ورق های نازک استفاده میشود.
جوشکاری GTAW در تمام بخش های صنعتی کاربرد دارد، اما به ویژه برای جوشکاری با کیفیت بالا مناسب است. در جوشکاری دستی، قوس نسبتا کوچک برای مواد ورق نازک یا نفوذ کنترل شده (در ریشه جوش لوله) ایده آل است. از آنجایی که نرخ رسوب میتواند بسیار کم باشد (با استفاده از یک میله پرکننده جداگانه)، MMA یا MIG ممکن است برای مواد ضخیمتر و برای عبور پر کردن در جوشهای لوله با دیواره ضخیم ترجیح داده شود.
GTAW همچنین به طور گسترده در سیستم های مکانیزه به صورت خودزا یا با سیم پرکننده استفاده می شود. با این حال، چندین سیستم “خارج از قفسه” برای جوشکاری مداری لولهها در دسترس هستند که در ساخت کارخانههای شیمیایی یا بویلرها استفاده میشوند. سیستم ها به هیچ مهارت دستکاری نیاز ندارند، اما اپراتور باید به خوبی آموزش دیده باشد. از آنجایی که جوشکار کنترل کمتری بر رفتار قوس و حوض جوش دارد، باید توجه دقیقی به آماده سازی لبه (ماشینکاری شده به جای آماده سازی دست)، تناسب اتصال و کنترل پارامترهای جوش داده شود.