مقایسه انواع جوشکاری:
در این مقاله قصد داریم به معرفی انواع جوشکاری، اطلاعات در مورد جوشکاری، انواع جوشکاری با الکترود، مقایسه انواع جوشکاری، انواع جوشکاری آهن و … بپردازیم. با ما همراه باشید و ما را از نظرات و پیشنهادات خود آگاه کنید.
1- جوشکاری قوسی با الکترود تنگستن در پناه گاز محافظ (GTAW)
در میان انواع مختلف فرآیندهای جوشکاری که امروزه موجود است، جوشکاری قوسی تنگستن گازی یا GTAW، به طور کلی چالشبرانگیزترین روش جوشکاری در نظر گرفته میشود. اگرچه نسبت به سایر روشهای جوشکاری زمانبرتر است، حتی زمانی که با مراقبت متخصص انجام شود، استحکام و کیفیت بهبود یافته جوشهای تولید شده با GTAW میتواند جایگزینی عملی برای روشهای جوشکاری سادهتر، به ویژه برای مقاطع باریک فولاد ضد زنگ و غیره باشد. فلزات آهنی مانند مس، آلومینیوم و آلیاژهای منیزیم با این روش جوش داده می شوند.
یکی از اولین کاربردهای صنعتی برای جوشکاری GTAW در صنعت هوافضا آغاز شد. زمینههای فعلی که در آن مهارتهای GTAW بیشترین تقاضا را دارد شامل تجارت تجهیزات کشتی است، زیرا جوشکاری آلومینیوم نقش مهمی در ساخت روبنای کشتی و ساخت و تعمیر دوچرخه دارد.

فرآیند جوشکاری GTAW چگونه کار می کند؟
GTAW، همچنین به عنوان جوشکاری با گاز بی اثر تنگستن (TIG) شناخته می شود، نوعی جوشکاری قوس الکتریکی است که با استفاده از الکترود تنگستن غیر مصرفی، جوش را تولید می کند. گازهای بی اثر مانند آرگون یا هلیوم برای محافظت از ناحیه در حال جوش در برابر آلودگی استفاده می شود و اغلب، اگرچه نه همه، کاربردهای جوشکاری به فلز پرکننده نیاز دارند. ستونی از پلاسما که از گازهای بسیار یونیزه شده و بخارات فلزی تشکیل شده است، انرژی را در سراسر قوس هدایت می کند و توسط منبع تغذیه جوشکاری با جریان ثابت تولید می شود.
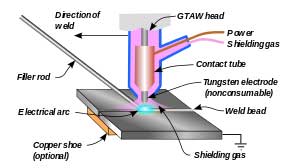
برخلاف روشهای سادهتر جوشکاری که سرباره تولید میکنند، یا تراشههای فلزی که تمایل دارند از جوشها جدا شوند، GTAW روشی بسیار تمیزتر برای جوشکاری است که در شرایطی که نیازی به سرباره جوش نیست، مانند کاربردهایی که ظاهر منظم و جذاب بسیار مهم است، مفید است.
با استفاده از GTAW، جوشکار باید طول قوس بسیار کوتاهی را حفظ کند و در عین حال از تماس بین الکترود و خود کار جلوگیری کند که نیاز به آموزش، مهارت و مراقبت زیادی دارد. معمولاً دو دست برای GTAW مورد نیاز است، زیرا یک دست مشعل جوشکاری را نگه میدارد در حالی که دست دیگر فلز پرکننده را می چرخاند. جوش های ذوبی نیازی به فلزات پرکننده ندارند و در مواردی مانند اتصالات لبه، گوشه و لب به لب با ترکیب مواد نازک می توانند تکمیل شوند.
صنایع تخصصی مختلف نیاز به استفاده از جوش های GTAW در اندازه های مختلف دارند. علاوه بر این، دستگاههای جوش GTAW با اندازههای مختلف، از واحدهای قابل حمل کوچکتر که حداقل 8 کیلووات را میکشند تا مدلهای صنعتی بزرگ GTAW که به 30 کیلووات برق کامل نیاز دارند، جزو ابزار کار شما در بسیاری از کارگاهها خواهند بود که این کار بسیار قوی است. این سیستمهای جوشکاری همچنین میتوانند با استفاده از یک منبع انرژی موتور قابل حمل، مانند یک ژنراتور قدرتمند یا سایر منابع انرژی قابل حمل و قدرتمند، برای عملکرد مناسب تغییر داده شوند.
برای خرید دستگاه برش لیزری فلزات کلیک کنید.
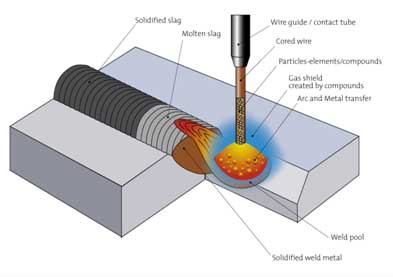
2- جوشکاری قوسی با مفتول توپودری (FCAW)
فرآیند جوشکاری Flux cored arc welding (FCAW) چیست؟
جوشکاری FCAW شامل استفاده از الکترود سیمی پیوسته، منبع تغذیه جوشکاری با ولتاژ ثابت و تجهیزات مشابهی است که در جوشکاری گاز فعال فلزات (جوشکاری MAG) استفاده می شود. جوشکاری قوسی با هسته شار با یا بدون گاز محافظ انجام میشود و نسبت به جوشکاری MAG کارآمدتر و مقرون به صرفهتر است.
جوشکاری با هسته شار (FCAW) که به عنوان جوشکاری محافظ دوگانه نیز شناخته می شود، یک فرآیند جوشکاری قوس الکتریکی نیمه اتوماتیک است که شبیه به جوشکاری با گاز فعال فلزی (MAG) است. FCAW از یک الکترود با سیم پیوسته، یک منبع تغذیه جوشکاری با ولتاژ ثابت و تجهیزات مشابه برای جوشکاری MAG استفاده می کند.
کدام فلزات را می توان با FCAW جوش داد؟
این روش جوشکاری با اکثر فولادهای کربنی، چدن، فولاد ضد زنگ و آلیاژهای روکش سخت و روکش به خوبی کار میکند. با این حال، فلزات غیرآهنی غیرآهنی مانند آلومینیوم را نمی توان با استفاده از این روش جوشکاری جوش داد.
مزایای جوشکاری FCAW چیست؟
روش جوشکاری FCAW مزایای متعددی را نسبت به روش های دیگر ارائه می دهد. FCAW برای استفاده در فضای باز و همچنین برای اتصال مواد ضخیم تر به جوشکاری MAG ترجیح داده می شود. این فرآیند جوشکاری همچنین انعطاف پذیری بیشتری را با ترکیبات آلیاژی نسبت به MAG فراهم می کند. همچنین نرخ رسوب سیم بالاتر و پایداری قوس بهبود یافته را ارائه میدهد که امکان کاربردهای با سرعت بالا را بدون تأثیر منفی بر جوش با کیفیت خوب فراهم میکند.
جوشکاری FCAW می تواند یک فرآیند “همه موقعیت” باشد و همچنین به مهارت کمتری در بین اپراتورها نسبت به MMA و MAG نیاز دارد. همچنین نسبت به سایر فرآیندها به پیش تمیز کردن فلزات کمتری نیاز دارد. اگر FCAW به درستی اعمال شود، احتمال تخلخل نیز بسیار کم است.

معایب/محدودیت های جوشکاری FCAW چیست؟
این فرآیند در مقایسه با سایر تکنیکهای جوشکاری معایب کمی دارد، از جمله تولید دود مضر که میتواند دیدن میدان جوش را دشوار کند. FCAW نسبت به سایر فرآیندها مانند MMA یا MAG دود بیشتری تولید می کند.
تخلخل همچنین می تواند مشکل ساز باشد اگر گازهای فلز جوش نتوانند قبل از جامد شدن فلز جوش خارج شوند.
الکترودهای FCAW در مقایسه با الکترودهای سیم جامد به روشهای نگهداری و جابجایی بهتری نیاز دارند. به دلیل ماهیت لولهای، مواد پرکننده میتواند گاهی گرانتر از قطعات متقابل جامد باشد.
فلز پرکننده مناسب باید برای اطمینان از خواص مکانیکی مورد نیاز انتخاب شود. همچنین، برای جلوگیری از مشکلات مربوط به جوش، باید از تغذیه سیم ثابت اطمینان حاصل شود.
یکی دیگر از معایب تشکیل سرباره است که باید قبل از رسوب هر لایه بعدی حذف شود. در نهایت، در حالی که FCAW برای اتصال فلزات ضخیمتر عالی است، برای استفاده در مواد نازکتر توصیه نمیشود.
برای آگاهی از قیمت و خرید دستگاه خمکن لوله و پروفیل کلیک کنید.
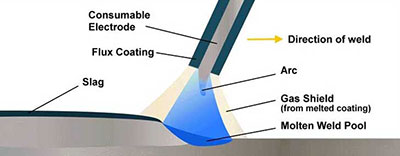
3- جوشکاری قوسی فلز پوششدار (SMAW):
جوشکاری SMAW چیست؟

جوشکاری قوس فلزی محافظ (SMAW) یک فرآیند دستی با استفاده از یک الکترود مصرفی با روکش با یک میله فلزی در هسته است. جریان متناوب یا جریان مستقیم یک قوس بین الکترود ایجاد می کند و فلز پایه گرمای مورد نیاز را ایجاد می کند. در ایالات متحده رایج ترین روش مورد این نوع جوشکاری استفاده است.
در این نوع جوشکاری پوشش شار متلاشی می شود و بخاراتی را تولید می کند که به عنوان یک گاز محافظ عمل می کند و یک لایه محافظ از سرباره ایجاد می کند. همانطور که میله فلزی داخل الکترود ذوب می شود، یک حوضچه مذاب را تشکیل می دهد که به جوش تبدیل می شود.
چندین متغیر وجود دارد که جوشکار می تواند آن را کنترل کند که بر عرض و ارتفاع مهره جوش، نفوذ جوش و مقدار پاشش تأثیر می گذارد. جوشکاری SMAW در مقایسه با روش های دیگر مانند TIG ارزان تر است. قابل حمل است و با هر ضخامت و در هر موقعیتی کار می کند.
فرایند جوشکاری با الکترود در روش SMAW:
نقطه ضعف اصلی روش جوشکاری SMAW سرباره ایجاد شده در طول فرآیند جوشکاری همراه با سرعت کمتر است (مگر اینکه مهارت بالایی داشته باشید).
از این روش جوش می توان از آن برای جوش دادن بسیاری از انواع فلزات از جمله فولاد، فولاد ضد زنگ و چدن استفاده کرد.
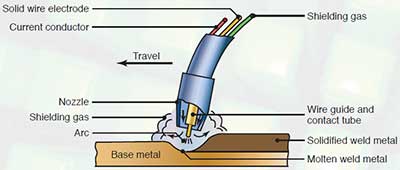
4- جوشکاری قوسی با گاز محافظ (GMAW):
جوشکاری قوس فلزی با گاز (GMAW) که به عنوان جوش سیمی نیز شناخته می شود، یکی از رایج ترین انواع جوشکاری است. در فرآیند GMAW، یک قوس الکتریکی بین فلز و یک الکترود سیم تشکیل میشود و حرارت را به قطعات فلزی اعمال میکند. این عمل باعث ذوب قطعات به یکدیگر می شود تا یک پیوند دائمی ایجاد شود.

فرآیند جوشکاری GMAW در اواخر دهه 1940 ظاهر شد، زمانی که یک سیم الکترودی با تغذیه مداوم جایگزین الکترود تنگستن در فرآیند جوشکاری قوس تنگستن گاز (GTAW) شد. به سرعت محبوب شد زیرا مقرون به صرفه تر از GTAW بود. امروزه GMAW در صنایع مختلف از ساخت و ساز و تولید گرفته تا مسابقات اتومبیل رانی و تولید وسایل نقلیه مورد استفاده قرار می گیرد.
اصطلاح دیگر GMAW جوشکاری با گاز بی اثر فلز (MIG) است. در فرآیندهای MIG و GMAW، یک الکترود سیم جامد پیوسته از طریق تفنگ جوشکاری همراه با یک گاز محافظ حرکت میکند که در برابر آلایندههای موجود در هوا محافظت میکند. این فرآیند جوشکاری را می توان بر روی ورق های فلزی ضخیم و نازک و همچنین آلومینیوم و سایر مواد غیر آهنی استفاده کرد.
 فرایند جوشکاری در روشGMAW
فرایند جوشکاری در روشGMAWجوش MIG برای چه مواردی استفاده می شود؟
جوشکاری MIG کاربردهای زیادی در برخی از بزرگترین صنایع جهان دارد و می توان از آن در موارد زیر استفاده کرد:
- نگهداری و تولید خودرو
- ساخت و ساز
- هوافضا
- جوش لوله / اتصالات لوله
- کشتی سازی
- تعمیر و ساخت خطوط راه آهن
- جوشکاری زیر آب
5- جوشکاری قوس پلاسما:
جوش پلاسما بسیار شبیه به TIG است زیرا قوس بین الکترود تنگستن نوک تیز و قطعه کار تشکیل می شود. با این حال، با قرار دادن الکترود در داخل بدنه مشعل، قوس پلاسما را می توان از پوشش گاز محافظ جدا کرد. پلاسما سپس از طریق یک نازل مسی با سوراخ ریز که قوس را منقبض می کند، وارد می شود. سه حالت عملیاتی را می توان با تغییر قطر سوراخ و سرعت جریان گاز پلاسما تولید کرد:
- میکروپلاسما: 0.1 تا 15A
- جریان متوسط: 15 تا 200 آمپر
- پلاسمای بیش از 100A
برای مطالعه ی کامل جوش پلاسما با دستگاه برش cnc پلاسما کلیک کنید.
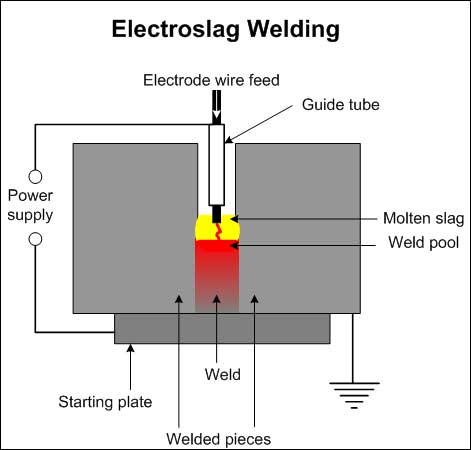
6- جوشکاری اکلترواسلگ:
جوشکاری اکلترواسلگ یک فرآیند جوشکاری است که در آن گرما با عبور جریان الکتریکی بین الکترود مصرفی (فلز پرکننده) و قطعه کار از طریق سرباره مذابی که سطح جوش را میپوشاند، ایجاد میشود.
قبل از جوشکاری، شکاف بین دو قطعه کار با جوش پر می شود. جوشکاری Electroslag توسط یک قوس بین الکترود و قطعه کار (یا صفحه شروع) آغاز می شود. گرمای تولید شده توسط قوس، پودر در حال جریان را ذوب می کند و سرباره مذاب را تشکیل می دهد. سرباره که رسانایی الکتریکی پایینی دارد، به دلیل گرمای تولید شده توسط جریان الکتریکی در حالت مایع باقی می ماند.
دمای سرباره به حدود 3500 درجه فارنهایت (1930 درجه سانتیگراد) می رسد. این دما برای ذوب الکترود مصرفی و لبه های قطعه کار کافی است. قطرات فلزی به حوضچه جوش می ریزند و به قطعات کار می پیوندند. جوشکاری Electroslag عمدتاً برای فولادها استفاده می شود.
 جوشکاری الکترواسلگ
جوشکاری الکترواسلگمزایای جوشکاری الکترواسلگ:
- نرخ رسوب بالا – تا 45 پوند در ساعت (20 کیلوگرم در ساعت)
- مصرف کم سرباره (حدود 5 درصد وزن فلز رسوبی)
- اعوجاج کم؛
- ضخامت نامحدود قطعه کار.
معایب جوشکاری الکتروسرلاگ:
- ساختار دانه درشت جوش
- فقط موقعیت عمودی امکان پذیر است
7- جوشکاری هیدروژن اتمی AHW::
جوشکاری حرارتی هیدروژن اتمی (AHW ) که مخفف Atomic hydrogen welding است، یک فرآیند جوشکاری ست که در آن جوشکاری با استفاده از قوس تولید شده بین دو الکترود تنگستن و گاز هیدروژن ارائه شده توسط یک سیلندر گاز هیدروژن انجام می شود.
 جوشکاری هیدروژن اتمی AHW
جوشکاری هیدروژن اتمی AHWاین جوشکاری هیدروژن اتمی نامیده می شود زیرا قوس هیدروژن را به شکل اتمی جدا می کند. این فرآیند به عنوان جوشکاری قوس اتمی نیز شناخته می شود. این نوع جوشکاری توسط ایروینگ لانگمویر، شیمیدان و فیزیکدان آمریکایی در آغاز قرن بیستم اختراع شد.
میله پرکننده در این فرآیند جوشکاری اختیاری است، ممکن است استفاده شود یا نشود. در این فرآیند جوشکاری با استفاده از قوس الکتریکی و گاز هیدروژن دمای بالایی بین 3400 تا 4000 درجه سانتیگراد به دست می آید. تنگستن و بیشتر فلز نسوز را می توان با استفاده از دمای بالای این فرآیند جوشکاری جوش داد. گاز هیدروژن در این فرآیند جوشکاری دو وظیفه دارد، اولین کار ایجاد اثر گرمایشی است. همچنین فلز مذاب تولید شده در حین جوشکاری توسط محافظی که توسط گاز هیدروژن تولید می شود احاطه می شود و به این ترتیب گاز هیدروژن به عنوان گاز محافظ فلز مذاب عمل می کند. گاز هیدروژن نقش بسیار حیاتی در این فرآیند جوشکاری دارد.
تفاوت اصلی بین فرآیند جوشکاری هیدروژن اتمی و فرآیندهای جوشکاری مانند جوشکاری MMA و جوشکاری TIG این است که در فرآیند جوشکاری MMA و TIG قوس بین الکترود و فلز پایه تشکیل می شود در حالی که در AHW قوس بین دو الکترود تشکیل می شود.


{kind=link}
{kind=link}