فرایند جوشکاری لیزری آلومینیوم
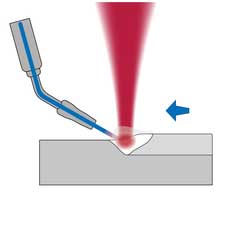
مانند تمام فرآیندهای جوشکاری، مناطق اتصال دو جزء که باید به یکدیگر متصل شوند به صورت موضعی توسط یک ورودی گرمای هدفمند ذوب می شوند، در این مورد توسط لیزر دیود این اتفاق می افتد. مذاب های این دو جزء به یکدیگر می ریزند، خنک می شوند و پس از انجماد یک اتصال جامد را تشکیل می دهند. از آنجایی که اجزای آلیاژی منفرد آلومینیوم در دماهای مختلف جامد میشوند، به دلیل تنشهای انقباضی که در ریزساختار در طول خنکسازی ایجاد میشوند، خطر ایجاد ترکهای داغ وجود دارد. آنها به طور قابل توجهی استحکام اتصال جوش داده شده را کاهش می دهند. بنابراین برای جلوگیری از ترک های داغ، یک سیم پرکننده از سیلیکون آلومینیومی (AlSi) برای بهینه سازی جوشکاری آلومینیوم اضافه می شود. جوش تولید شده به این روش نه تنها دارای استحکام عالی است، بلکه از نظر بصری نیز جذاب است و نیازی به پس پردازش ندارد.
 جوشکاری گرم لیزر آلومینیوم
جوشکاری گرم لیزر آلومینیوم
 جوشکاری گرم لیزر آلومینیوم
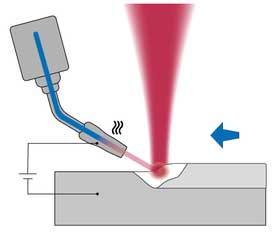
جوشکاری گرم لیزر آلومینیومدر جوشکاری گرم، جریان الکتریکی از آن عبور میکند و سیم پرکننده را با استفاده از گرمایش با مقاومت ژول قبل از اینکه لیزر کامل شود و به حالت مایع تبدیل شود، از قبل گرم میکند. فلزات مایع انرژی لیزر را با سرعت بسیار بالاتری جذب می کنند. هر چه انرژی لیزر کمتری برای مایع شدن سیم پرکننده وارد شود، لیزر در این فرآیند کارآمدتر می شود. به زبان ساده، در فرآیند جوشکاری گرم، برق جایگزین نیروی لیزری می شود که دیگر برای ذوب شدن سیم پرکننده اعمال نمی شود. به طور کلی، اثرات مثبتی بر روی ردپای انرژی و ثبات فرآیند وجود دارد. مزایای فرآیند قابل توجهی با فرآیند گرم لیزر مرتبط است: ورودی گرما و ناحیه متاثر از گرما در مقایسه با سایر فرآیندهای جوشکاری کوچکتر است و اعوجاج را کاهش می دهد. علاوه بر این، سرعت فرآیند بالاتر را می توان در درجه های جوش بالا به دست آورد. کیفیت درز جوش عالی است.
 لیزرهای دایود جوشکاری آلومینیوم را بهینه می کنند. مزیت اصلی این فرآیند حوضچه مذاب آرام است. بنابراین درزهای جوش بسیار یکنواخت، تمیز و صاف می شوند. می توان از آلودگی ناشی از پاشش فلزات ناخواسته بر روی سطح قطعه کار و اپتیک لیزر جلوگیری کرد.
لیزرهای دایود جوشکاری آلومینیوم را بهینه می کنند. مزیت اصلی این فرآیند حوضچه مذاب آرام است. بنابراین درزهای جوش بسیار یکنواخت، تمیز و صاف می شوند. می توان از آلودگی ناشی از پاشش فلزات ناخواسته بر روی سطح قطعه کار و اپتیک لیزر جلوگیری کرد.
راندمان انرژی بالا
مزیت دیگر، راندمان انرژی به طور قابل توجهی بالاتر در مقایسه با سایر لیزرهای صنعتی است که آن را برای جوشکاری لیزری آلومینیوم از نظر فناوری فرآیند و اقتصاد جذاب می کند. در کنار راندمان بالاتر، عامل دیگری نیز تأثیر مثبتی دارد: در مقایسه با بسیاری از لیزرهای صنعتی دیگر، محدوده طول موج کوتاهتر لیزرهای دایود به حداکثر جذب آلومینیوم نزدیکتر است. انرژی لیزر کمتری منعکس میشود و برای ذوب شدن مواد به نیروی لیزر کمتری نیاز است. تحولات سالهای اخیر نشان میدهد که کارایی انرژی و پایداری در حال تبدیل شدن به یک عامل اصلی در تولید، تقریباً در تمام صنایع است. بنابراین، توسعه فناوری آینده نگر که نتایج بهینه را با عملکرد مداوم بالا ایجاد می کند، روند تعیین کننده برای لاین لیزر آلومینیوم است.
شکل دهی پرتو انعطاف پذیر
آخرین اما نه کماهمیت، ماژول Multi-Spot را میتوان برای پیادهسازی تقریباً هر هندسه نقطهای برای مطابقت با هر نیاز فرآیند خاص، اعم از تقسیم پرتو به چندین نقطه، تنظیم فاصله نقطه یا توزیع شدت در یک نقطه، استفاده کرد. برای مثال، با پیکربندی Spot-In-Spot، درزهای متقارن و نامتقارن را می توان با کیفیت جوش بسیار بهتری نسبت به لکه های دایره ای یا مستطیلی معمولی و این در سرعت های بالا به دست آورد. تکنیک Spot-In-Spot از جمله برای جوشکاری آلومینیوم با سیم پرکننده استفاده می شود.
در لحیم کاری لیزری، فرآیندی که تا حدودی شبیه به جوشکاری آلومینیوم با سیم پرکننده است، از ماژول چند نقطه ای به اصطلاح در پیکربندی سه نقطه استفاده می شود: دو نقطه ثانویه در بالادست نقطه اصلی، پوشش لبه ذوب سیم را حذف می کنند. در طول فرآیند ذوب مستقیم بعدی، این به یک فرآیند جوشکاری کنترلشده و روانتر کمک میکند.
جوشکاری آلومینیوم در صنعت خودروسازی
 هنگام جوشکاری لیزری قطعات پیچیده بدنه در ناحیه قابل مشاهده، مانند درهای خودرو، بیشترین نیاز به ظاهر بصری درزهای جوش داده می شود. بنابراین، به خصوص درزهای صاف مورد نیاز است که می توان آنها را مستقیماً بدون کار مجدد رنگ کرد. لیزر دایود در پیکربندی نقطه در نقطه ای که برای این منظور استفاده می شود از یک سو با یک نقطه اصلی در ورودی توان بالا و از طرف دیگر با یک نقطه اطراف که درز جوش را در همان عملیات صاف می کند کار می کند. نتیجه یک درز جوش همگن بدون منافذ و پاشش است و نیازی به پردازش بیشتر مواد نیست. بسته به کاربرد، این فرآیند را می توان بدون سیم جوش اضافی نیز استفاده کرد که به صرفه جویی در هزینه در تولید کمک می کند.
هنگام جوشکاری لیزری قطعات پیچیده بدنه در ناحیه قابل مشاهده، مانند درهای خودرو، بیشترین نیاز به ظاهر بصری درزهای جوش داده می شود. بنابراین، به خصوص درزهای صاف مورد نیاز است که می توان آنها را مستقیماً بدون کار مجدد رنگ کرد. لیزر دایود در پیکربندی نقطه در نقطه ای که برای این منظور استفاده می شود از یک سو با یک نقطه اصلی در ورودی توان بالا و از طرف دیگر با یک نقطه اطراف که درز جوش را در همان عملیات صاف می کند کار می کند. نتیجه یک درز جوش همگن بدون منافذ و پاشش است و نیازی به پردازش بیشتر مواد نیست. بسته به کاربرد، این فرآیند را می توان بدون سیم جوش اضافی نیز استفاده کرد که به صرفه جویی در هزینه در تولید کمک می کند.
وسایل نقلیه الکتریکی مدرن از یک بسته باتری تغذیه می کنند که معمولاً در یک جعبه آلومینیومی قرار می گیرد. اندازه این جعبه ها بسته به وسیله نقلیه متفاوت است، اما تمام اجزای جعبه باتری نیاز به نوعی اتصال در فرآیند تولید دارند. تعدادی راه حل مختلف برای این منظور در حال استفاده و آزمایش هستند. همه روش ها باید از یک محصول ایمن با مهر و موم کامل اطمینان حاصل کنند تا از ورود عناصر محیطی به بسته جلوگیری شود.
 روش های مرسوم چالش هایی را ایجاد می کنند: زمان تولید، اعوجاج، ترک پس از جوش. جوشکاری یک روش ترجیحی است، اما علاوه بر زمان تولید طولانیتر، روشهای مرسوم مانند MIG نیز میتواند منجر به اعوجاج و در نتیجه مشکلات تحمل در مراحل مونتاژ بعدی در تولید خودرو شود. با توجه به مواد مورد استفاده، جوش خودزا و اغتشاش اصطکاکی مناسب نیستند زیرا در هر دو فرآیند نگرانی از ترک خوردگی پس از جوش وجود خواهد داشت.
روش های مرسوم چالش هایی را ایجاد می کنند: زمان تولید، اعوجاج، ترک پس از جوش. جوشکاری یک روش ترجیحی است، اما علاوه بر زمان تولید طولانیتر، روشهای مرسوم مانند MIG نیز میتواند منجر به اعوجاج و در نتیجه مشکلات تحمل در مراحل مونتاژ بعدی در تولید خودرو شود. با توجه به مواد مورد استفاده، جوش خودزا و اغتشاش اصطکاکی مناسب نیستند زیرا در هر دو فرآیند نگرانی از ترک خوردگی پس از جوش وجود خواهد داشت.