در ساخت دیگها و مخازن تحت فشار، فناوری شکلدهی یکی از اصلیترین فرآیندهای ساخت است.
در فرآیند شکل دهی، نورد مقطع سیلندر ابتدایی ترین روش شکل دهی است. بیشتر فرآیند شکل دهی بر روی دستگاه نورد سه رول انجام می شود. با این حال، از آنجایی که ضخامت و قطر بخش سیلندر با توجه به شرایط مختلف فرآیند تولید تعیین می شود، مشخصات و انواع مختلفی وجود دارد.
دقت انحنا پس از شکلدهی به پارامتر “H” فاصله مرکزی بین غلتکهای بالا و پایین در انتهای نورد بستگی دارد.
این پارامتر معمولاً با فرمول (1) تعیین می شود.
 محاسبه فاصله غلطک های نورد
محاسبه فاصله غلطک های نوردبه نظر می رسد که این فرمول پیچیده نیست، اما برای تولید کنندگان، به دلیل مشخصات و تنوع مقاطع سیلندر، حجم کار تجمعی نیز قابل توجه است.
به منظور ساده و آسان بودن تعیین مقدار “h” در شرایط مختلف، از دو الگوریتم نمودار زیر در این مقاله استفاده شده است.
 محاسبه فاصله غلطک های نورد
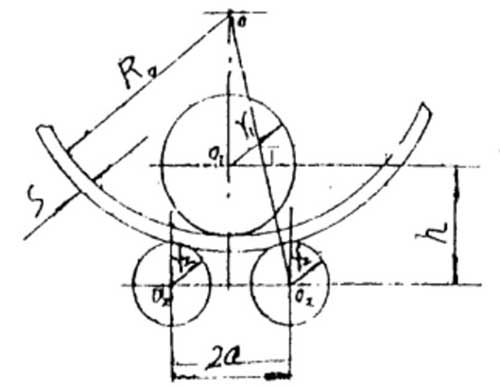
محاسبه فاصله غلطک های نوردشکل 1: نمودار موقعیت انتهایی دستگاه خم کن متقارن سه غلتکی
1. یک الگوریتم نمودار برای محاسبه پارامتر “H” با “نوموگراف محاسبه جذر مجموع مربع ها”
پارامترهای a، r1 و r2 در فرمول بالا ثابت هستند، فقط s و R0 متغیر هستند. بنابراین، هنگامی که از نوع خاصی از دستگاه نورد صفحه برای رول کردن هر ضخامت و شعاع انحنا استفاده می شود، پارامتر اصلی مربوطه «h» را می توان با الگوریتم نمودار زیر به دست آورد.
ابتدا یک سیستم مختصات مستطیلی با یک مختصات و h به عنوان آبسیسا ایجاد می شود.
فروش دستگاه نورد ورق اصفهان، برای خرید کلیک کنید!
سپس ترسیم زیر در سیستم مختصات (نشان داده شده در شکل 2) انجام می شود.
باید OP = a را در محور طولی قطع کند، نقطه P را به عنوان مرکز دایره، و (R0 + S + r2) را به عنوان شعاع در نظر بگیرد تا یک نقطه مثبت a در محور عرضی تقاطع قوس ایجاد شود.
باید نقطه a را به عنوان مرکز دایره، R0 را به عنوان شعاع و معکوس را به عنوان نقطه B در محور عرضی کمان در نظر گرفت.
سپس نقطه B به عنوان مرکز دایره و R1 به عنوان شعاع تقاطع قوس در نظر گرفته می شود و نقطه C در جهت مثبت محور عرضی کمان ساخته می شود.
بنابراین: OC = h.
مثلا:
مقاطع درام با S = 20 mm و d = 2000 mm بر روی یک دستگاه نورد 3 ورق متقارن 70 × 4000 نورد می شوند.
برای محاسبه مقدار h.
طبق داده ها، R1 = 350mm، R2 = 330mm، 2a = 800mm.
با توجه به الگوریتم نمودار (نشان داده شده در شکل 2): h = 640mm، که با فرمول محاسبه می شود:
![]()
خطای مطلق تنها 1 میلی متر است که 0.015٪ از مقدار واقعی را به خود اختصاص می دهد که به اندازه کافی دقیق است.
شکل 2 نورموگرام برای محاسبه “h”
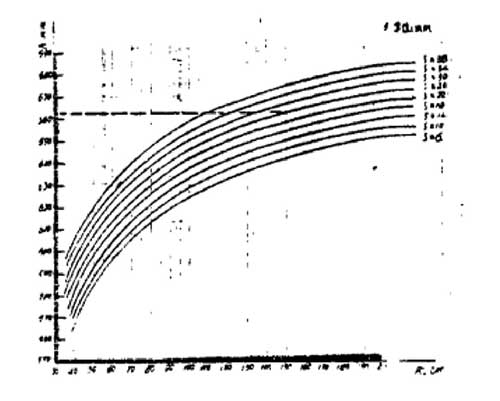
- یک الگوریتم نمودار برای محاسبه “h” نوع خاصی از دستگاه خم کن سه غلتکی متقارن، که می تواند نمودار نقطه مشترک را در ضخامت ها و شعاع انحنای مختلف بچرخاند.
همانطور که در بالا مشخص شد، هنگامی که نوع خاصی از دستگاه خمش داده می شود، پارامترهای a، R1 و R2 آن ثابت می شوند. سپس اگر منحنی رابطه R0 و h تحت ضخامت های مختلف صفحه در سیستم مختصات r0-h رسم شود، نمودار نقطه مشترک R0 و h ورق فولادی با ضخامت های متفاوت بر روی این نوع ماشین نورد بدست می آید.
دریافت مقدار پارامتر اصلی “h” بخش درام در این نوع دستگاه خم کن صفحه در همه شرایط مختلف بسیار راحت است. شکل زیر یک نمودار نقطه مشترک یک دستگاه خم کن سه غلتکی متقارن 70 × 4000 است.
شناخته شده: r1 = 350mm، r2 = 330mm، a = 400mm
بنابراین:

جدول 1 جدول داده های محاسبه و ترسیم با فاصله s 2 میلی متر است.
با توجه به تجربه عملی، ضخامت دستگاه نورد به طور کلی 6 ≤ s ≤ 40 (mm) است. به طور کلی، شعاع بخش درام نورد 400 ≤ R0 ≤ 200 (mm) است.
بنابراین، این محدوده به عنوان محدوده ترسیم محاسباتی استفاده می شود. از جدول 1 می توان دریافت که مقدار “n” اساساً معادل ضخامت صفحه s است زمانی که از نوع خاصی از دستگاه خم کن صفحه برای رول کردن مقدار مشخصی R0 استفاده می شود.
خطای بین مقدار واقعی و این مقدار کمتر از 0.05٪ است. با این حال، هنگامی که صفحه مسی خم می شود، هم تغییر شکل پلاستیک و هم تغییر شکل الاستیک وجود دارد. بنابراین، پس از تخلیه، بازیابی الاستیک خاصی وجود خواهد داشت.
بنابراین، در تولید واقعی، ارزش باید کمی کمتر از ارزش واقعی باشد. به این ترتیب اگر از قانون تغییر معادل این دو استفاده کنیم، رسم ساده شده و برگشت فنری الاستیک پس از خمش واقعی قابل جبران است.
در همان زمان، خط نمودار را می توان کاهش داد، و مقدار “h” مربوط به هر S را می توان تحت یک R0 مشخص تعیین کرد. نتیجه
الگوریتم نمودار اول جهانی است، در حالی که دومی برای نوع خاصی از دستگاه نورد ورق است، که نوع دستگاه مربوط به یک گراف خاص (k-R0-S) است.
برگفته از صفحه نورد ورق ویکی پدیا.
{kind=link}
{kind=link}