برش استنلس استیل
استنلس استیل یک ماده سخت برای برش دادن است. در حالی که مقاومت به خوردگی این فلزات باعث محبوبیت آنها در بسیاری از صنایع شده است، برخی از خواص مکانیکی استنلس استیل، از جمله مقاومت در برابر حرارت و شکل پذیری بالا، برش آنها را چالش برانگیز می کند.
برخی از فولادهای ضد زنگ نیز تمایل به سفت شدن بیشتر از سایرین دارند. 304 و 316 دو نمونه از آنها هستند. در حالی که گروه بندی همه فولادهای ضد زنگ با هم زیر یک پرچم نادرست است، اما این مواد معمولاً خواص مشابهی دارند که در مقایسه با فولاد کربنی به آنها ماشینکاری متفاوتی می دهد. شاید بزرگترین تفاوت، شکل پذیری بالای فولادهای زنگ نزن آستنیتی و دوبلکس باشد. این مواد همچنین تمایل دارند به راحتی سخت شوند و لبه های ساخته شده (BUE) روی ابزار برش ایجاد کنند. به ویژه فولادهای زنگ نزن ایندوپلکس، تشکیل براده به دلیل استحکام بالا دشوار است.

هنگامی که گرما در مته باقی می ماند، خود ابزار شروع به خراب شدن می کند. در مته های فولادی پرسرعت (HSS) این گرما باعث از دست دادن سختی ابزار می شود. در مته های کاربید جامد، ریزترک هایی روی لبه های برش ایجاد می شود که در نهایت باعث از کار افتادن مته می شود.
انواع برش کاری استنلس استیل
- برش سرد استیل
- برش گرم استیل
- خدمات برش استیل با لیزر
- برش استیل با دستگاه سیان سی
- برش ورق استیل با شعله (هواگاز)
- برش استیل با دستگاه برش cnc پلاسما
- برش ورق استیل با نیبلینگ
- برش استیل با گیوتین
- برش کویل استیل
وقتی استنلس استیل را برش کاری میکنید، دمای بالایی تولید میکنید. اما، از آنجایی که این ماده برای کار با محیط های با دمای بالا طراحی شده است، برش آن دشوار است و بر روی ابزارهای برش سخت است.
این مدول الاستیسیته بالای فلز – تغییر شکل غیر دائمی مواد در هنگام اعمال نیرو – است که شکستن آن را سخت می کند. استنلس استیل در واقع طوری طراحی شده است که قبل از شکستن کمی خم شود.
این ویژگی شکستن تراشه را چالش برانگیز می کند، که به ویژه در عملیات دریل کاری مهم است، زیرا تراشه ها باید در سریع ترین زمان ممکن شکسته شده و از سوراخ خارج شوند تا احتمال برش مجدد کاهش یابد و با عمیقتر شدن سوراخ، مواد بهطور مداوم سختتر میشوند و برش آن سختتر میشود.
این یک واقعیت ساده است که گرمای تولید شده توسط فرآیند برش باعث سخت شدن مواد میشود. این سخت شدن کار در پایین سوراخ و در امتداد لبه سوراخ اتفاق می افتد و این ناحیه سخت کاری شده از لبه برش در امتداد سوراخ تا پایین به هنگام ایجاد آن پیروی می کند.
برای آگاهی از قیمت و خرید دستگاه خمکن لوله و پروفیل و قوطی کلیک کنید!
نمودار دریل کاری استنلس استیل
یکی از راه های کاهش میزان سختی کاری که ایجاد می شود، افزایش مخروط پشتی ابزار است که باعث کاهش تماس بین ابزار و قطعه می شود.
هندسه مهم است
علاوه بر تنظیم زاویه مخروطی پشت، سایر متغیرها در طراحی ابزار می توانند سوراخ کردن فولادهای ضد زنگ را آسان تر کنند.
بسیاری از متغیرهای قابل تغییر در برش فولادهای زنگ نزن، به صورت مبادلهای هستند. میتوانید لبه برش را تیزتر کنید، اما سپس آن را ضعیف میکنید و میشکند. با لبه سختتر [ضخیمتر]، عمر ابزار بهتری خواهید داشت. میتوانید زاویه نوک برش را روی مته تغییر دهید، اما زمانی که این کار را انجام دهید، در لبه برش نیز مقداری قدرت را از دست می دهید.
طراحی ابزار برای برش استنلس استیل باید شامل موارد زیر باشد:
- زاویه تندتر در لبه برش.
- کاهش عرض حاشیه زمین.
- افزایش مخروط پشت.

علاوه بر این، طراحی ابزار باید دارای قابلیت خنک کننده از طریق خنک کننده باشد. مایع خنک کننده هم برای کنترل تراشه و هم برای افزایش عمر ابزار مهم است. خنک کننده تحویل داده شده از طریق ابزار نیز به تخلیه تراشه کمک می کند.
استفاده مناسب از مایع خنک کننده در هر عملیات حفاری بسیار مهم است. مخصوصاً برای ضد زنگ، توصیه می کنیم روانکاری مایع خنک کننده 8 تا 10 درصد باشد. همچنین، جریان خوب مایع خنک کننده به نوک ابزار مهم است. خارج شدن سریع براده ها از سوراخ به این معنی است که سوراخ می تواند سریع تر تمام شود، که همچنین باعث کاهش می شود.
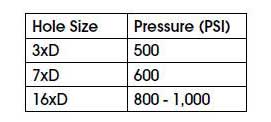
اطمینان از تامین مایع خنک کننده کافی به منطقه برش به معنای نظارت بر فشار است. این بسته به نسبت عمق به قطر متفاوت خواهد بود.
مبارزه با منحرف شدن برش ورق استنلس استیل:

- از آنجا که برخی از مواد ضد زنگ استحکام کششی بالایی دارند، ابزار ممکن است در تماس منحرف شود. استفاده از سوراخ پایلوت یکی از راه های جلوگیری از این اتفاق است.
- استفاده از یک استراتژی موفق نقطهیابی میتواند بر انحراف غلبه کند. در سوراخهای کمعمق که نیازی به پایلوت نیست، زیرا مته به اندازه کافی پایدار است، هندسه نقطه مته مناسب تنها چیزی است که برای غلبه بر مشکلات انحراف لازم است.
- چه نیاز به استفاده از یک چرخه آزمایشی باشد یا نه، کنترل سرعت و تغذیه عملیات دریل کاری مهم است.
- اگر سرعت خیلی آهسته باشد، مته فقط مواد را مالش میدهد و یک منطقه سخت شده ایجاد میکند. در نهایت این باعث می شود مته سریعتر از کار بیفتد.
- اگر سرعت بیش از حد سریع باشد، گرمای بیش از حد تولید می شود و این نیز منجر به خرابی مته، به ویژه سایش شدید در گوشه های بیرونی نقطه می شود.
- کنترل نرخ تغذیه برای اطمینان از شکستن صحیح تراشه حیاتی است.
- تغذیه باید به اندازه کافی بالا باشد تا لبه برش بتواند قطعه کار را برش دهد یا وارد آن شود. اگر خیلی کم باشد، مته فقط بر روی قطعه کار ساییده می شود، که دوباره می تواند باعث ایجاد یک ناحیه سخت شده شود. همچنین باعث فرسودگی زودهنگام مته می شود. وقتی تغذیه بیش از حد بالا باشد، شکل تراشه می تواند مشکل ساز شود. و تراشههای بسیار سنگینی که نمیشکنند ممکن است تولید شوند. بهعلاوه، تغذیه بیش از حد بالا میتواند مته را به خطر بیاندازد و منجر به شکست یا شکستگی زودرس شود.»
- بهترین قدم اول استفاده از سرعت و تغذیه توصیه شده توسط سازنده مته است.